There is a huge choice of different tool holders from different manufacturers for milling machines, yet all will claim to have the best type of holder. Some manufacturers claim shrink chucks are best for milling and drilling, others will say hydraulic chucks, whilst many promote different types of collet chucks. When it comes to tapping there are tension and compression chucks, collets with tension, synchro tap chucks or just bog-standard ER collet chucks.
The truth is that the best chuck depends entirely on your machine: its age, power, rigidity, what you are machining and of course, what you want to achieve. The best chuck for an aerospace company might be a shrink chuck for its geometry and precision, but for a small job in shops, the best chuck by far is an ER collet chuck, due to its amazing versatility.
This article will aim to give a balanced view and help you choose the right holder that is best for you.
What Makes a Difference in Performance Between Different Tool Holders?
The key things that make a difference to performance in milling or drilling are run-out, rigidity, gripping torque and balance. However, what makes a holder good for one application may be completely irrelevant to a different application.
Why is Run-Out Important in Spindle Tooling?
Run-out is the inaccuracy of a rotating tool. Measured in microns, all tool holders have a run-out rating. The most obvious benefit of lower run-out is higher precision machining. Tool holders generally vary from as high as 15 microns (0.015mm) run-out down to 3 microns (0.003mm) measured at 3 times diameter tool length. The smaller diameter of the tool, the more important run-out becomes.
For example, a holder with 15 microns run-out which is clamping a 3mm drill or end mill will machine 0.5% oversize at 3xD, and if you extend that to 5xD or 8xD the error rate gets higher and higher. However, 15 microns on a 20mm diameter tool equates to an inaccuracy of just 0.075%. If the run-out is reduced to 3 microns on a 3mm diameter tool, the error rate is reduced to just 0.1% of the diameter, and on a 20mm diameter tool this equates to a meagre 0.015%! The longer the tool, the more important run-out becomes.
The most overlooked benefit of run-out, however, is tool life. Many engineers believe that because they don’t do high ultra-high accuracy machining, they don’t need ultra-high precision holders. However, accuracy is only half the benefit of run-out; the lower the run-out of a tool holder, the longer the tool life.
A tool that is rotating more accurately will vibrate less, especially in smaller diameter tools, long length tools or machining methods such as HPC machining or high-speed machining. Vibration causes tool wear, spindle wear, tool failures and poor surface finish.
By reducing the run-out to 5, or even 3, microns, tool life improvements of 40-60% are not uncommon, and productivity gains of 50-100% can easily be achieved, compared to a holder with 10-15 microns run-out. The highest gains are achieved in smaller diameter tools or long length tools, the larger the diameter or shorter the tool, the lower the gains.

Why is Balance Important to Spindle Tooling?
All tool holders have a balance rating measured in G and RPM. Most general-purpose holders will have a G rating of 6.3 and be balanced to 8,000-15,000RPM. High performance holders are generally supplied with a rating of G2.5, and balanced to 20,000RPM. In simple terms, the higher the balance rating in terms of RPM and the lower the G value, the better it is for the machine and the life of the cutting tool.
However, the balance of the holder is only the balance of the holder, and once a cutting tool is clamped, the original balance rating is changed. For a holder like an end mill holder, as soon as the screws are adjusted to clamp the tool it instantly becomes unbalanced. By clamping a weldon shank tool in any holder, it instantly becomes unbalanced.
Balance, however, needs to be put into perspective of the application, the machine and cutting data. A 100mm face mill might only be running at 800RPM, therefore a balance rating of 15,000RPM is almost irrelevant. However, a 2mm diameter high precision end mill running at 20,000RPM would benefit massively in terms of tool life with a G2.5 rated 20,000RPM holder and so would the machine spindle.
Generally, the faster you machine, the more benefit you will receive by running higher balanced holders that clamp as concentric as possible.
Why is Gripping Torque Important to Spindle Tooling?
The gripping torque of a tool holder is how tight it clamps the tool. In simple terms, the higher the gripping torque the better. Tool holders with low gripping torque run the risk of tool pull out, especially in high tensile materials that can grab hold of the end mill or drill.
Gripping torque is extremely important in HPC milling or roughing. If the tool slips or pulls it, it can ruin the tool or even scrap a job. Like balance and run-out, gripping torque needs to be put into perspective.

For example, a 3mm diameter tool making light cuts in carbon steel is highly unlikely to benefit from a holder with huge gripping torque, but a 10mm HPC end mill cutting duplex with a 1xD depth of cut running at 500mm/min feed rates will require a high torque tool holder to ensure the tool is gripped securely.
Why is Rigidity Important to Spindle Tooling?
Like run-out, rigidity can make a big difference to vibration. The more rigid a holder, the longer the tool life. However, rigidity often comes at the expense of size, the most rigid holders tend to be extremely bulky. Tool holders that are too rigid can cause problems too, for example a shrink chuck is extremely rigid but offers no dampening qualities; if the machine has any vibration in the spindle or the cutting methods use aggressive cuts then vibration can actually increase. The best holders combine rigidity with good dampening qualities.
Milling & Drilling
ER Collet Chucks
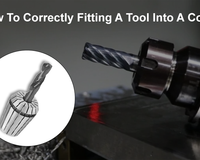
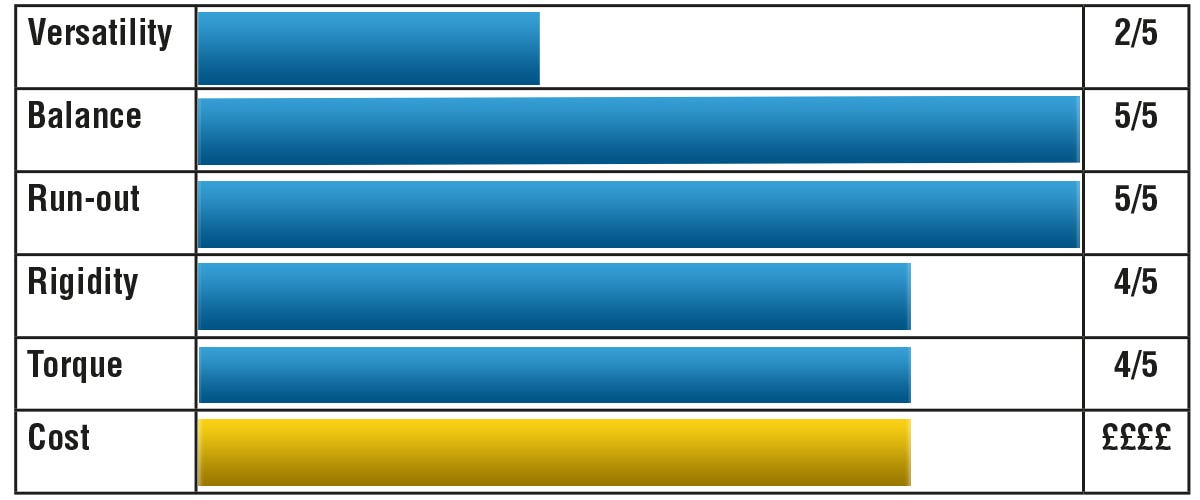
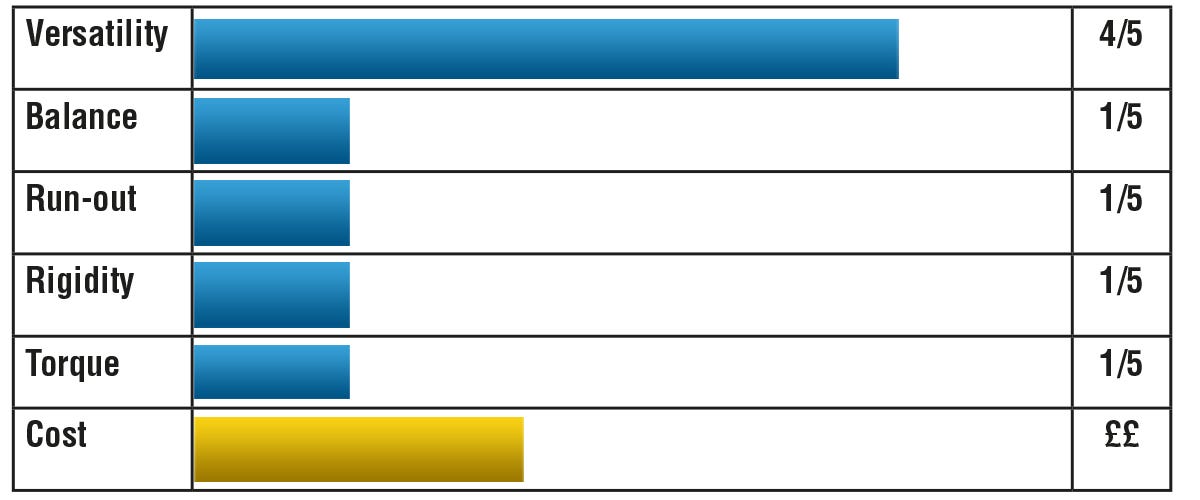
The trusty ER Collet Chuck is the most widely used tool holder in the world. It is loved for its versatility and ease of use. For a general-purpose multifunctional holder, it is by far the best holder in terms of price, versatility and range.
Run-out is around 10 microns with standard ER collets, but this can be reduced to 5 microns with high precision collets or 3 microns with shrink ER collets. They are relatively well balanced due to the concentric clamping nature, however this can be improved with a balanced or bearing style nut.
The great benefit of the ER collet chuck is the immense range of collets that it holds: sizes include ER11, which clamps up to 6mm diameter, followed by ER16, ER20, ER25, ER32, ER40 and the biggest size ER50 which can clamp up to 34mm diameter.

Collets are available in different styles for specific applications including sealed collets for through coolant drills, tap collets with a square drive, standard spring collets that clamp a range of diameters (usually 0.5-1.0mm), shrink collets, tap collets with tension and even corrosion resistant collets!
However, the ER Collet Chuck has its limitations and was designed decades ago when machining methods were much slower and less aggressive. It is still a brilliant tool holder for general purpose milling or drilling with low cutting speeds and small cuts, but for high speed machining, high feed milling or HPC machining, the ER collet chuck is not the ideal tool to use. It can suffer from vibration, cause poor tool life and tool pull-out is not uncommon.
In summary, ER collet chucks are great for general machining, small batch work, and light cuts. Avoid heavy machining, high speed machining, big cuts, high accuracy work and large batch machining if you want the best results.
SK Collet Chucks
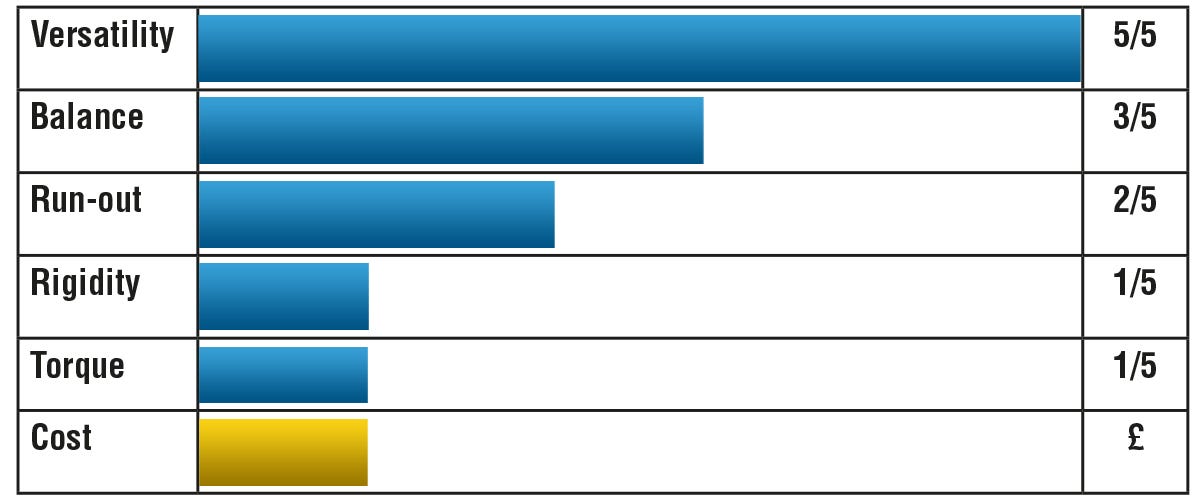
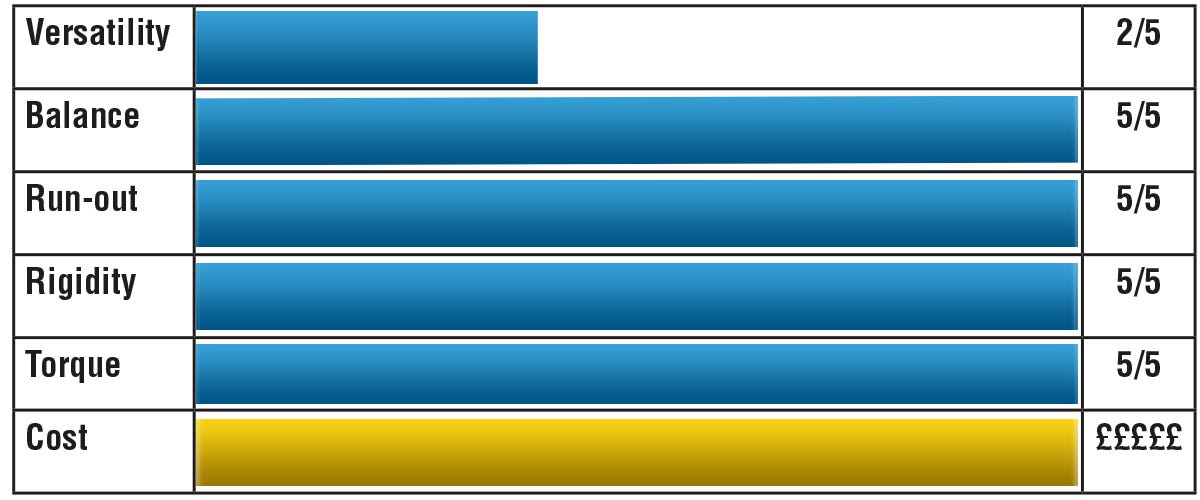
The SK style collet chuck (Nikken style) offers huge performance benefits compared to ER collet chucks whilst enjoying the same versatility benefits. It has a more rigid collet design, a more accurate nut, better balancing qualities, more gripping force and better run-out qualities. Increased performance comes with an increased cost, however SK style collet chucks offer a great return on investment through increased tool life, reduced cycle times and better spindle wear.
It is fantastic for general milling or drilling, high speed machining, HPC machining, high performance drilling, reaming, roughing and finishing. It is by far the best ‘all-rounder’ on the market.
SK collet chucks use 5-micron SK collets as standard and can also be used with 3-micron collets. They offer excellent balance due to the concentric clamping nature of the chuck and the balanced nut design.
They offer versatility with 5 different collet sizes which can also be used with a sealing disk and nut to create through coolant.
We offer the SK type collet chucks in the Cutwel HP3 system or GSK range from Dine. We would highly recommend this system for anyone wanting to make productivity gains whilst retaining the versatility benefits of the ER chuck.

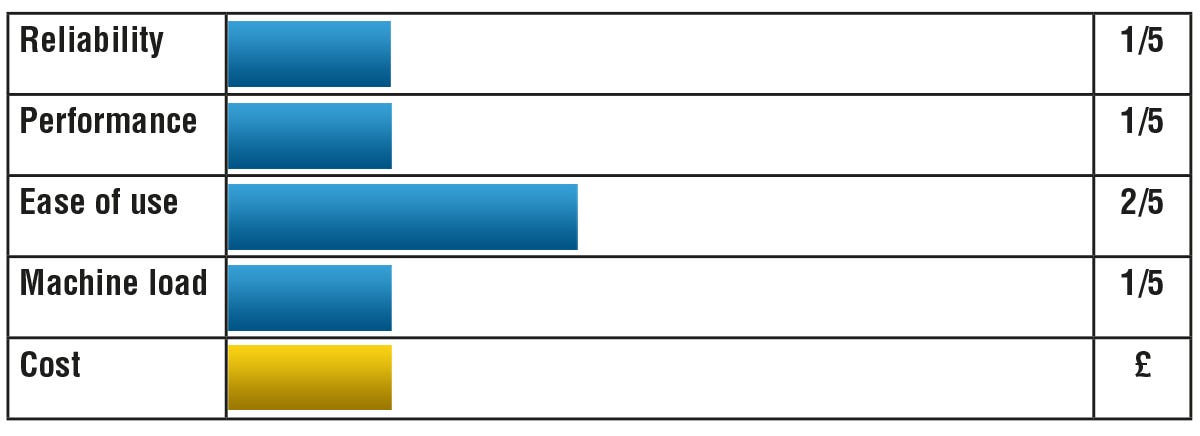
End Mill Holders / Side Lock Arbors
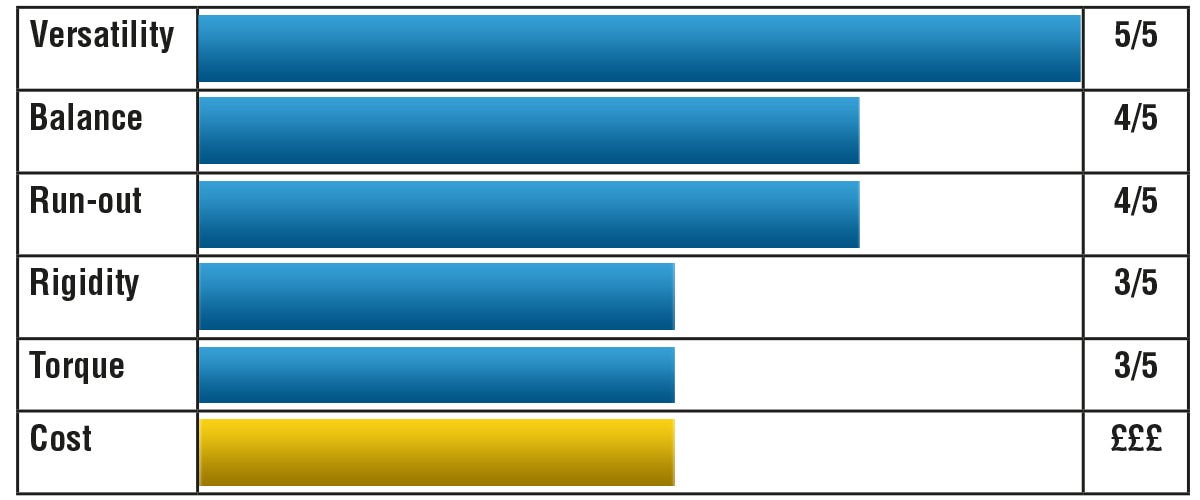
End Mill Holders are the most basic tool holders used for milling machines and are still very popular. The main benefit of the side lock arbor is the ability to clamp on the weldon flat of a cutting tool. This simple design prevents tool pull-out and eliminates the chance of a tool slipping in the chuck.
However, this comes at the expense of run-out and balance: run-out tends to be around 15 microns and the tool is unbalanced as soon as the clamping screws are adjusted. Therefore, end mill holders should be reserved for larger diameter tools (12mm-40mm shanks), low RPM’s and basic machining. They are ideal for U-Drills, indexable end mills or HSS milling cutters, but should be avoided for high performance carbide tools.
Hydraulic Expansion Chucks
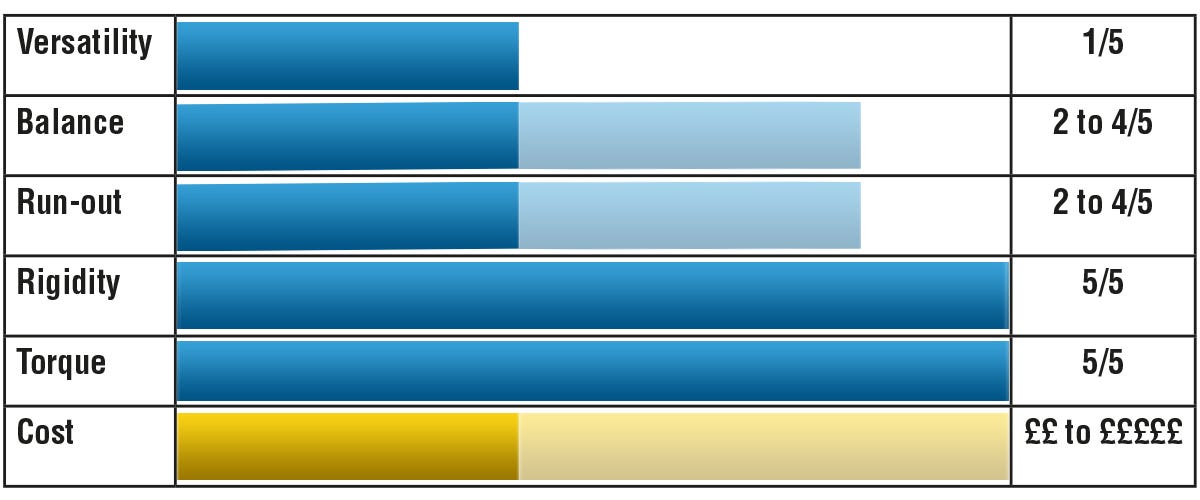
Hydraulic expansions chucks offer exceptional machining performance for drilling, reaming and high-speed milling. They have just 3 microns run-out and are generally balanced to 20,000 RPM G2.5. Furthermore, they offer excellent clamping torque, high rigidity and have exceptional dampening qualities. Tool changing is also simple and fast.
The downside of hydraulic chucks are the limitations of the geometry, as they tend to be bulky by design and short. They can only clamp nominal diameter, although sleeves can be used in 12, 20 or 32mm diameter chucks. Sleeves are sealed for through coolant tools and a special coolant jet sleeve can be used for milling to help with chip clearance.

There are options for longer chucks, including the YG long length slim geometry hydraulic chuck and the ultra-slim WTE HPH chuck, with just 3mm wall thickness which are great options for 5 axis machining or mould and die. However, choice is limited and the cost can be prohibitive for some companies.
The standard hydraulic chuck is by far the best holder in the market for drilling, and it is also exceptional for high speed milling. It is suitable for HPC milling, however over time the hydraulic membrane can wear, and the tool holder can fail. Hydraulic chucks used regularly for heavy milling.
High Torque Hydraulic Chucks
These holders are essentially the same in geometry and operation as a standard hydraulic chuck, but with a re-enforced design that makes them exceptional for heavy milling and high-performance machining. They have higher clamping torque than a standard hydraulic chuck and a stronger hydraulic membrane enabling them to be used for the most aggressive machining methods. They are compatible with standard hydraulic chuck spares.
We offer high torque hydraulic chucks from WTE in the HPH range or YG-1 in the Power-E Hydro range and would highly recommend these as the first choice for HPC milling.
Milling Chucks
Milling chucks, sometimes referred to as power milling chucks, are fantastic holders for heavy machining. They provide exceptionally strong clamping forces through the use of a bearing nut. They are also super reliable, especially compared to a hydraulic chuck which can fail over time. However, power and rigidity come at a cost; milling chucks are extremely bulky and heavy and not very versatile.
We would recommend milling chucks purely for indexable milling, in particular for roughing. Their balance and run-out varies depending on the manufacturer: standard milling chucks come with a whopping 15-20 micros run out, but more expensive ones are available with just 5 microns (however these are upwards of £300.
Heat Shrink Chucks
Heat shrink chucks are a type of high-performance tool holder that clamps the tool shank by growing through the use of heat and shrinking when it cools back down. Shrink fit chucks are extremely popular in the aerospace industry as well as the mould and die industry. They offer exceptional balance, run-out of 3 microns or less, good clamping torque and a slim design which is ideal for machining where access to the workpiece is restricted.

We would highly recommend shrink fit chucks for high speed milling, 5 axis milling, high accuracy machining and even reaming. However, their downside is that they offer no dampening qualities and therefore should not be used for HPC machining (big cuts with aggressive feed rates).
They are available in different lengths up to 200mm gauge length and with standard geometry or the super slim geometry with just 3mm wall thickness. They offer some flexibility with the optional use of shrink extensions which are ideal for extending reach.
The holders are relatively low cost, less than a hydraulic chuck. The downside of shrink chucks is the initial set up cost: to use them safely you need to invest in a heat shrink machine which can cost upwards of £2,500. It is also time-consuming to change tools and it is advised to invest in sister tooling to avoid downtime.
One of the design flaws of the shrink chuck is the effect of heat on gripping torque. The hotter the tool gets, the less torque they employ due to the fact the bore begins to expand. This can be a major issue when machining Inconel or titanium, but for most materials it doesn’t cause an issue.
NC Drill Chuck
The drill chuck is still used widely in engineering and even in CNC machining. Its greatest benefit is its ease of use and the range of drills it can clamp (e.g. 1-13mm shanks or 3 to 16mm shanks). They are a brilliant holder for general use, in particular HSS drills.
The downside of the drill chuck is the performance: they offer poor run-out (at best 20 microns, at worst 30 microns), are exceptionally hard to balance and they offer poor gripping torque.
Whilst we offer CNC drill chucks, we would highly recommend a collet chuck for drilling on a CNC machine over a drill chuck. Our advice is to keep the use of drill chucks for manual machining or for drilling holes where accuracy or tool life is not important.
Tapping
For tapping there are 3 main solutions for tool holders: the quick-change system, standard ER collet chucks with ER tap collets or synchro tap chucks…. but which is best?
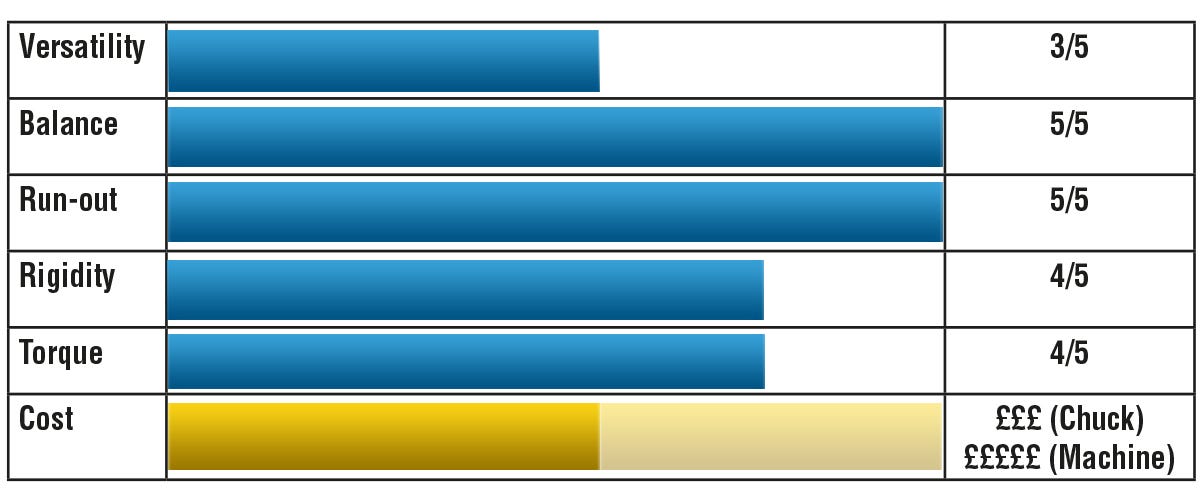
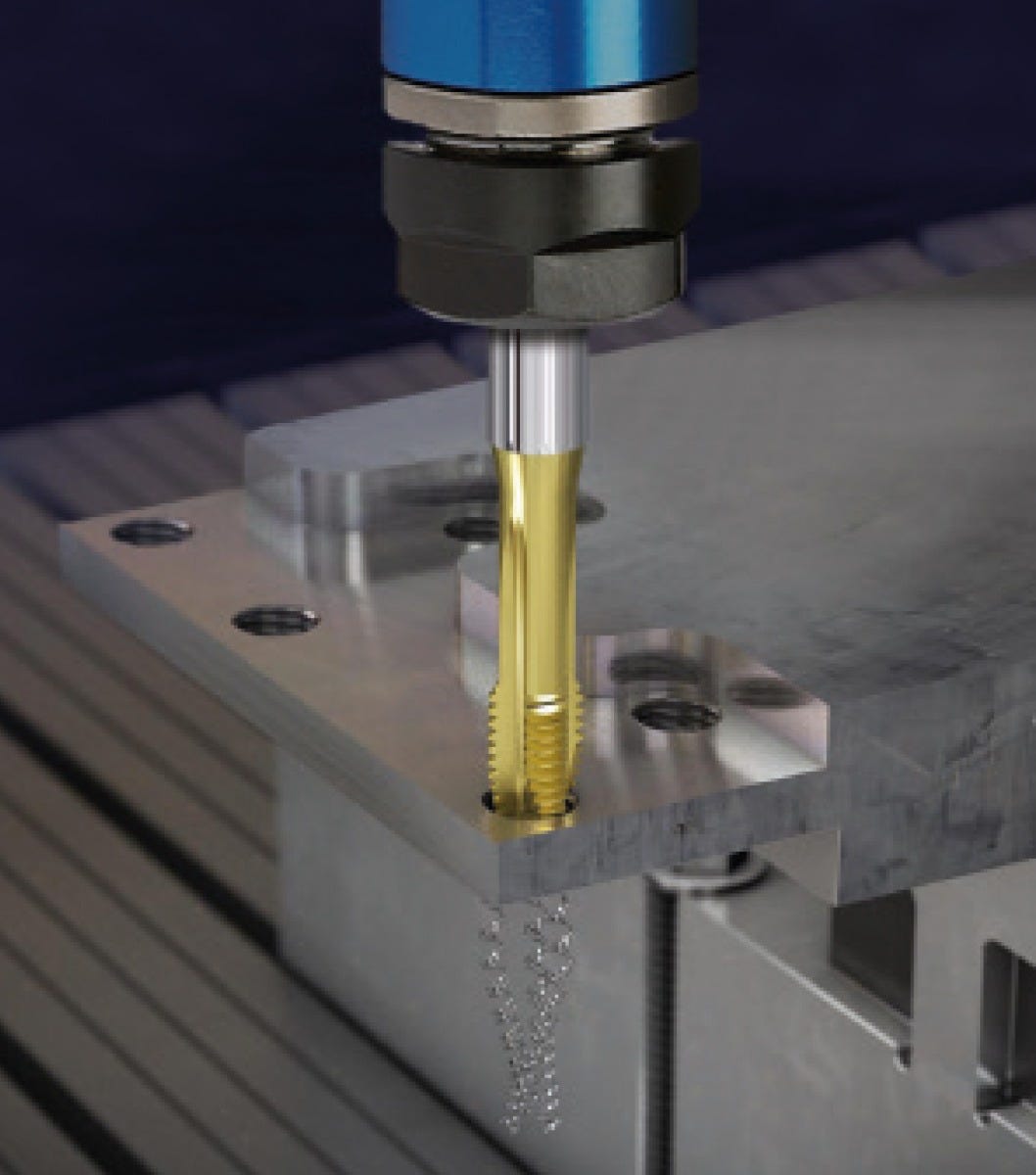
Synchro Tap Chuck
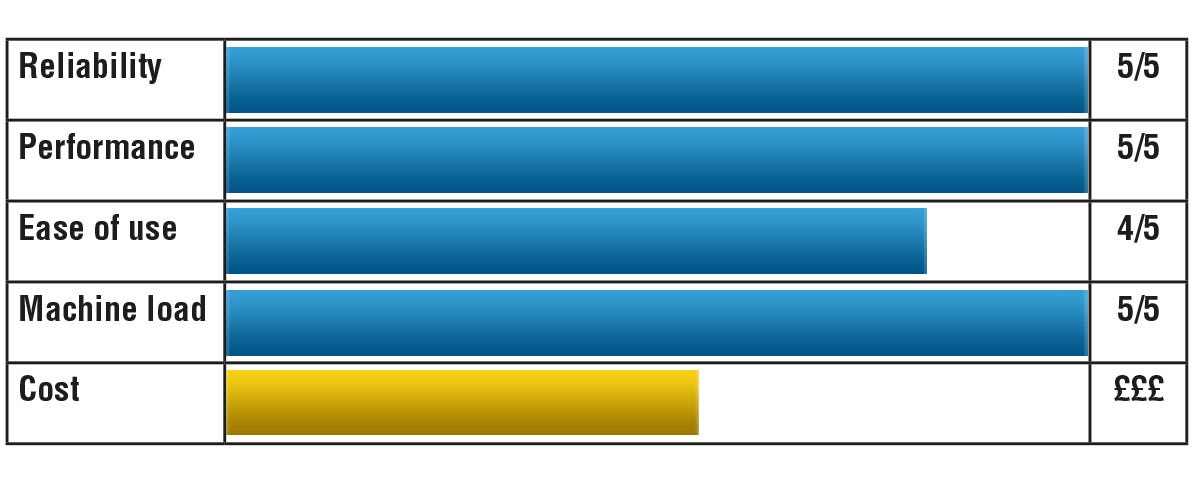
In our view this is the best value tool holder in the world, offering the greatest return on investment, the highest productivity gains and exceptional reliability.
There is a misconception that synchro tap chucks are only for use with synchro (high speed) taps. However, they offer game changing benefits for all forms of rigid CNC machine tapping. In the simplest of terms, they have a tiny bit of compensation in the chuck (less than 1mm) which has the brilliant effect of doubling or tripling tool life, reducing tapping load and producing vastly more accurate and consistent threads.
We highly recommend them for use in any CNC machining centre or lathe with rigid tapping. For less than £150 for a holder, it will pay for itself a dozen times over in terms of tool life, broken taps and scrapped jobs.
It also has the added benefit of being designed for use with synchro taps. This means you can tap 2-3 times faster than normal, with 3-4 times more tool life with minimal machine load.
The only downside to Synchro tap chucks is that they use an ER collet, so tool change isn’t as fast as a quick-change tap chuck. The only time we wouldn’t recommend a synchro chuck would be for an ultra-high value workpiece in a high tensile material, for that we would recommend belt and braces and use a quick-change tension and compression chuck with a clutch adapter.
Quick Change Tap Chuck
The quick-change tap chuck has fallen out of favour in recent years as rigid tapping has become more popular on new CNC machining centres. However, it is still the best solution on the market in terms of reliability, versatility and ease of use for tapping. Taps can be changed in seconds on the machine, taps cannot slip or pull out of the chuck, a wide range of adapters are available for different tap sizes.

The holders are generally supplied with tension and compression - compensation to prevents damage to the threads during the inversion cycle of tapping. Machine tool builders argue that this isn’t necessary with rigid tapping. However, in our experience, rigid tapping is not perfect and many taps are broken and jobs scrapped because of errors in the synchronisation cycle.
The decision on whether to use a tension and compression holder in rigid tapping should come down to the value of the job – if you are machining a high end workpiece with hours of machining and the tapping operation is the last, then a tension and compression holder is a great choice for minimising risk.
Adapters are available with a fixed drive or a clutch drive. The clutch drive quick change tap adapters are brilliant for high tensile materials and prevent threads from being ripped and taps from being broken. However, for mild steel in a low-cost job they can be a bit overkill.
In summary, for older machine tools the quick-change tap chuck is still king. For high end work we would also highly recommend them and even down to every day tapping materials like stainless steel or aluminium, they are exceptionally reliable. Their only downsides are reach (they are short) and speed (they aren’t suitable for modern high-speed synchro tapping).
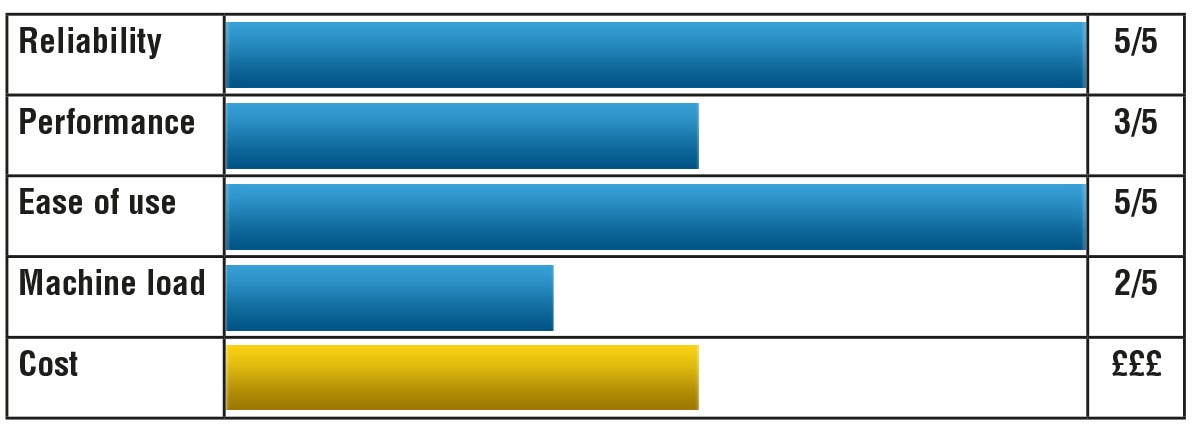
ER Collet Chuck with Tap Collets
This is by far our least favourite tool holding method for tapping. Machine tool builders tell their customers that they can use standard ER collet chucks because the machine has rigid tapping, but in truth they offer terrible performance, reliability and ease of use compared to a quick-change chuck. We also find that thread quality is lowest with standard ER chucks, machine load can be high and tool life is poor.
But why? Even in rigid tapping on the best machine tool in the world there is a marginal error in the synchronisation cycle, it is never perfect. The greater the error, the more the machine load, tool wear and poorer the thread quality. The error causes the effect of making a tap cut on the way back out of the hole – you can see this on the machine load metre as the tap is reversing; the load should be almost zero as the tap comes out but instead you will see the load is above zero which is the tap re-cutting the thread. This causes the thread to be oversized and for the tap to wear.
If you do choose to tap using a standard ER collet chuck, minimise the risks and use an ER collet with a square drive or even an ER quick change collet with tension.
Choosing the best holder can be daunting, different manufactures will put their own spin on which is best depending on what they make. We remain neutral and use the view that the best holder depends entirely on your machine, your budget, your requirements and your job. If you want help in choosing the right tool holder, contact us today.